THE PROBLEM
The cameras are recording.
But Nobody's watching.

The infrastructure exists
The hardware is already in the building. The cameras are mounted, the ERP is running, the machines are wired. The data is being generated every second.
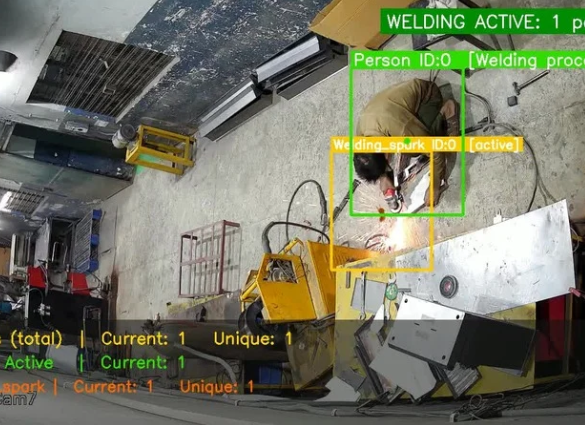
- —CCTV records every aisle, every dock, every pour — and reads none of it
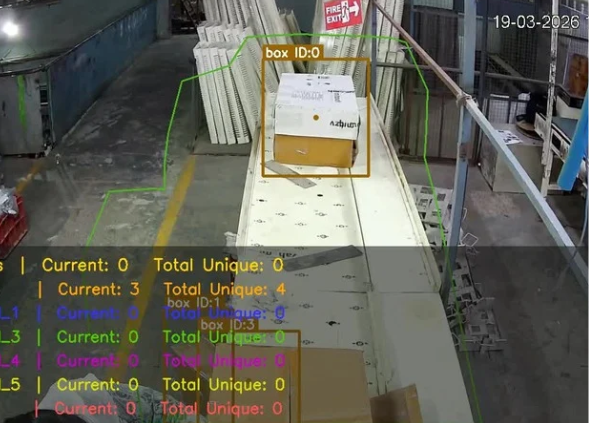
- —The ERP knows what should be on the rack; it can't see what's actually there
- —Machines run on their own clocks, with no shared record of run-time vs. downtime
- —On a construction site, progress lives in a WhatsApp photo and a foreman's memory
But nobody can see the floor
Without a layer that actually watches, every decision runs on instinct and lag.
- —Stock counts are a guess until the next manual cycle count
- —A grinder sits idle for an hour before anyone notices the line stopped
- —A worker walks the high-risk zone without a helmet and no one flags it until the incident report
- —Brickwork that's "on schedule" is really three days behind, and you find out at the site review
Data without meaning
The problem was never a shortage of cameras. It's that footage isn't data until something reads it. A recording you watch after the fact tells you what you lost. A frame read in real time tells you in time to act.
The value isn't in having more data. It's in having answers.
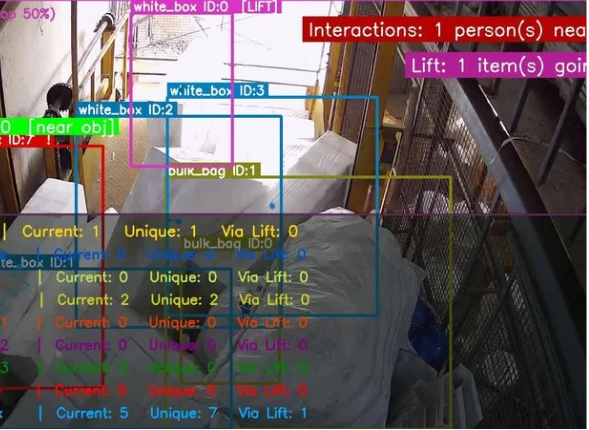
The missing layer
What's missing isn't another camera or another dashboard to log into. It's the layer that reads the feed you already have — counts what's on the floor, reads what the machines are doing, watches who's where — and turns it into a live record instead of an archive you check after the loss.
"We have cameras on every aisle. But when stock goes missing or a machine stops, I still have to walk the floor and ask people what happened."
— Plant Manager, Automotive Components MSME